Кто ощущает, что слабоват, лучше сначала прочитать КАК ЗАВАРИТЬ СТЫК ЧИСТЫЙ НА ПРОСВЕТ.
57 труба - это вообще-то высший пилотаж. Всегда говорю -этот диаметр самый сложный. Кто заварит стык 57 трубы, чисто, тому открыта любая труба.
Самое главное, чётко понимать , мелочей нет. Сварочный шов варится не в общем , а варится каждый миллиметр этого шва, важна каждая капля металла, как и куда она ляжет.
НАЧНЁМ.
ПРИТУПЛЕНИЕ 3мм НЕ МЕНЬШЕ
Стыкуем трубу, выполняя весь(ритуал) , прихватываем в двух местах на выходе с вертикала , прихватки по 10мм не меньше, иначе стянет. Зачищаем прихватки.
Зазор после прихваток должен быть 1-1.5 мм не меньше.
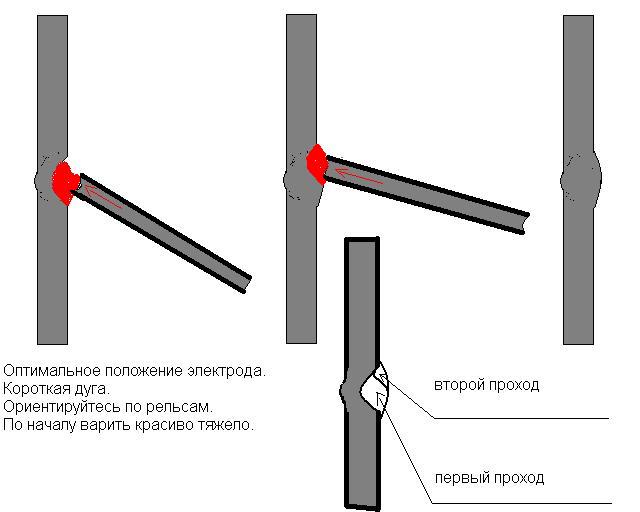
Варить начнем точно с потолка, не стесняйтесь начало обозначить мелом, чтобы не вылезти на другую сторону. Очень точно выставляйте ток. Электроды LB 52U 2.6мм. Это почти гарантия, что всё будет хорошо.Берите где хотите. Или варите газосваркой, если позволяет технология, это вообще оптимальная альтернатива.Получается всегда лучше и варить проще, чем электросваркой.
Как выставить точный ток ? Здесь не подскажешь, это надо ощущать по ситуации. Если зазор меньше, ток чуть больше. Если зазор чуть больше, ток меньше. Поэтому, возле сварщиков пружина(гитара,баластник) называют по -разному.С её помощью ток регулируется с точностью до одного ампера.
Пред сваркой сделайте пробное движение рукой , проверьте, что вам ничего не мешает? Вы должны за одно движение пройти от потолка до высшей точки(нижнего положения, прихватки провариваем тоже. Как можно меньше прерываний , старайтесь всю сторону проходить за один раз.
НАЧИНАЙТЕ ВАРИТЬ.
Ток спокойный, уверенный, очень короткая дуга. Дугой вроде задавливаем металл, конечно это образно. Забудьте об обратном валике, без лишних движений, с одинаковой скоростью поднимаемся вверх. Не стоим на месте, всё проходим за один вздох. Если вдруг какой-то сбой, не смертельно, зачищаем ,труба немножко остыла. Берём чуть ниже и вперёд.
Технологическое окно не видим , мы его ощущаем (знаем, что оно там есть). Сварка корня 57 трубы -это натренированная процедура. Заварил, посмотрел что получилось, внес в голове поправки, опять заварил и так до автомата.
Если вы увидали технлогическое окно, то скорее всего у вас ничего не получится . Металл скорее всего не удержите, потечет, у вас большой ток или большой зазор. У 57 трубы обычно тонкая стенка. Теплоотдача плохая, поэтому прошли участок шва, дайте трубе остыть. Не спешите, если кто-то подгоняет, ни в коем случае не ведитесь. Ваша задача - чистый стык.
Если всё равно не получается, сделайте почти слепой зазор, короткая дуга , побольше тока и пробуйте. В любом положении (потолок , выход с потолка,вертикал, нижнее положение ) при сварке, электрод должен быть направлен на ось трубы, и находиться перпендикулярно к длине трубы.
Заварили корень, зачистили как написано в статье : КАК ЗАВАРИТЬ СТЫК ЧИСТЫЙ НА ПРОСВЕТ.
Обратите внимание на то, что теплоотдача плохая и чтобы не провалиться или не выпасть на потолке, не выбирайте глубоко и широко.
ОБЛИЦОВКА.
В общем всё то же, что и с корнем. Только чуть меньше ток, электродом не махаем по сторонам. Шов облицовки ложим узкий и не высокий,такой шов не перегреет трубу и хорошо ляжет, не забывайте труба 57, а не 219. Движение электродом делаем еле заметные. Углубление поможет положить металл без подрезов. Не спешите давайте трубе остывать. Расскажите кому-то анекдот, тоже помогает.
Например, фраза из разговора двух сварщиков теплотрассы по окончанию работы, сматывая кабеля: «ВОДА ПОКАЖЕТ, КТО ГДЕ НАСРАЛ».
Не забывайте, КОРОТКАЯ ДУГА для 57 трубы - это очень важно.
Всё что касается брака, в начале сплавления электрода и в конце сплавления найдёте в статье: КАК ЗАВАРИТЬ СТЫК ЧИСТЫЙ НА ПРОСВЕТ.
Естественно, тренировки и ещё раз тренировки. Потом будет работать опыт и автомат. Молчу про чистые стёкла в сварочной маске, хороший св.аппарат, краги без дырок , хороший держатель.
Я работаю держателем электрода, к вилке не советую привыкать на серьёзных объектах , не проходит по тех.безопасности, пружины и всякие скрутки кабелей тоже не проходят).
Что касается пиловцев , пусть дурака не валяют - это тоже их непосредственная обязанность принимать участие в подготовке сварщиков. Кто учился в учбыткомбинате при союзе знает о чём я говорю. Без просветов во время обучения и натаскивания на плёнках не получится классных спецов.
Стык под углом 45 градусов варится абсолютно также как и потолочный. В силу того, что сварочные ванны маленькие и металл ложится без проблем. Просто не переливайте металл.
Что касается горизонтального шва, отличия есть в укладке облицовки. Корень варим также, не переливая металл. Зачищаем как прежде.
ВАРИМ ОБЛИЦОВКУ ГОРИЗОНТАЛЬНОГО ШВА.
Что бы вы не варили, вы должны ощущать расплавленный металл как кисель. Переменка в этом случае напоминает больше по вязкости молоко. И этот кисель укладывайте, не набирая критическую массу, которая сплывёт вниз или вообще упадёт (говорят: не удержал сварочную ванну).
Облицовку горизонта варят в два прохода, на всех диаметрах труб, а если разделка широкая, то и большее количество проходов. Если прошли первый раз в одну сторону, то каждый последующий варится в другую. Нарисую ещё одну картинку. Вы уже должны по ним понимать, в принципе так будут выглядеть технологические карты. Они тоже с картинками.